Electrification without separation: How Porsche builds the Cayenne Electric

To the North-West of the Slovakian capital, Bratislava, lies one of Volkswagen’s key facilities, the plant where the new Porsche Cayenne Electric is being produced. In January, MENA TECH’s team visited the plant to attend the “Innovation in Rhythm: The road to the electric Cayenne” event and to learn more about the new Cayenne Electric and Porsche’s electrification plans, which focus on one main goal above all: flexibility.
Instead of being produced in a futuristic, standalone EV-only plant, the new Cayenne Electric is manufactured at the two-million-square-meter VW Group factory in Bratislava, right next to its hybrid and ICE counterparts. This is a significant choice by Porsche: to build electric vehicles without establishing separate facilities.

VW Group factory in Bratislava
Over the decades, the Bratislava plant has grown into a multi-brand, multi-model operation, producing over 341,000 vehicles in 2024. Today, it manufactures 12 vehicle models for four of VW’s brands, with the Cayenne Electric added to the lineup. About half of the cars produced at the facility now feature electrified powertrains, including hybrids (HEVs and PHEVs), while the rest continue to use traditional combustion engines. In other words, electric powertrains are assembled alongside conventional ones within the same production system.
One line, multiple drivetrains

Porsche Cayenne production line in Bratislava
The most notable aspect of the Cayenne Electric’s production is that it is integrated with the internal combustion versions. The plant labels combustion vehicles as “E3” and fully electric versions as “E4.” Both are assembled in two shifts on a single main line with about 150 stations.

Porsche Cayenne production line in Bratislava
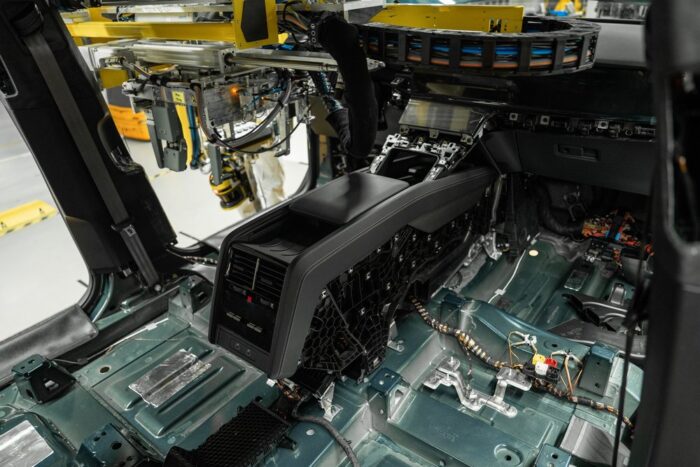
Bodies arrive from the paint shop and enter the hall overhead before being mounted to fixtures. From there, the assembly lines handle the installation of the engine, transmission, battery, and axles, depending on the variant. Engines and transmissions for combustion models arrive just-in-sequence from Hungary, while electric components are prepared for immediate installation in the same flow.

The Porsche Cayenne Electric with its drivetrain
The “marriage” process, where the body connects with the drivetrain, occurs within this shared structure. For combustion vehicles, that means the engine and transmission; for electric models, it involves integrating the battery and electric drivetrain. There is no physical separation between technologies. The difference lies in what gets installed, not where.
Just-in-sequence battery integration

Porsche Smart Battery Shop in Horna Streda, about 90km far away from Bratislava
Battery integration reflects the plant’s broader approach to precision logistics. Parts are delivered either just-in-time or just-in-sequence, with suppliers located nearby or in neighboring countries. The electric battery modules are installed without disrupting the line’s operation.

The Cayenne Electric battery assembly
In the Cayenne Electric, six battery modules with 192 cells are assembled, providing a total of 113 kWh of gross energy capacity. The high-voltage battery (800-volt architecture) is integrated into the body structure, enhancing rigidity and lowering the center of gravity.
The Cayenne Electric interior during assembly
Since the battery has a higher energy density compared to older models (7% higher than the Taycan), it requires additional cooling. This is managed with two cooling plates (top and bottom). A cover shields the assembly from below, while cooling hardware is integrated directly on top. Extra care is given to this part of the assembly, with protective covers used during installation to prevent contamination or damage. These covers are removed before final checks and scanning, supporting a controlled, step-by-step assembly process.
Development-driven joining techniques
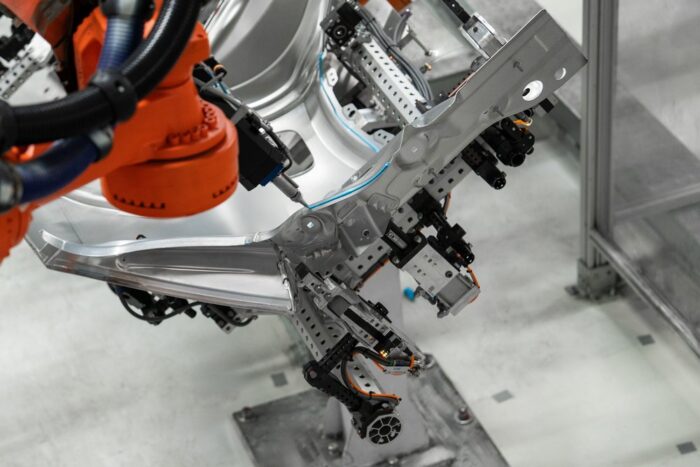
Joining the body parts of the Cayenne Electric
The plant’s body shop shows how platform maturity supports this mixed-production approach. Vehicles combine steel and aluminum parts using different joining methods: welding, clinching, and friction riveting. In friction riveting, heat is generated solely by rotational friction, locally warming the material to enable joining.
Adhesives are also used extensively, customized for specific material combinations such as aluminum-to-aluminum or steel-to-aluminum. Final curing occurs in a full-body furnace at approximately 200°C for 15 minutes in the paint shop, strengthening the vehicle’s structural bonds and enhancing overall rigidity.

Coating the body of the Cayenne Electric
Corrosion management between different metals is also handled through a cathodic dip-coating process, ensuring protection in cavities and on surfaces. The production system provides corrosion resistance over an extended period, demonstrating confidence in the material integration method.
Inline quality control

Quality control for the Cayenne Electric
Building multiple powertrains on a single line demands strict quality control. The Bratislava facility depends on real-time, inline monitoring. Each body undergoes optical measurements at about 100 checkpoints, covering dimensional accuracy and weld positioning. Robots measure up to 20 points in a single station, with deviations prompting immediate alerts.
Final vehicle inspections are equally thorough. A roller test mimics road conditions to assess noise, steering, axle adjustments, and performance. Water tests check sealing integrity. Light tunnels examine surface quality. Driver assistance systems are tested before vehicles are covered for transport.
Efficiency through flexibility

Porsche Cayenne Electric
Instead of building a new facility, Porsche has incorporated it into an existing, high-volume, multi-brand plant. This approach improves logistics, workforce skills, and quality systems while adapting to changing drivetrain types.
The result showcases industrial flexibility. On this production line, electrification is not a separate trial; it is embedded in the core of production. Porsche’s strategy highlights a rarely discussed fact: even with the best data and analysis, forecasts and reality don’t always align. Consumer habits and preferences shift, as do market conditions. A multi-model production line is the answer, as it provides flexibility and adaptability to dynamically shift production quotas in line with market movements.